


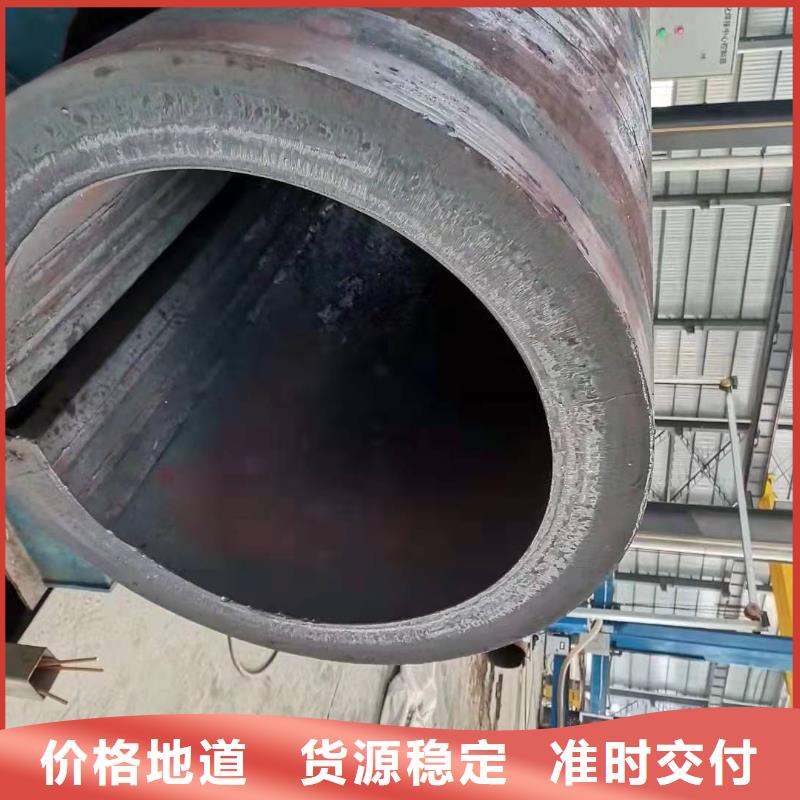


大口径厚壁钢板卷管,不锈钢卷管、锥形卷管、异形卷管工艺流程图
锥形卷管、异形卷管成型注意事项:
①把卷板机上面的管子一端抬高,把小锥面放在低端,卷制时不断移动大端,大端的进入速度要加快;
②在辊子的一段加一个旁轮卷锥装置;
③在卷板机的下辊两侧装两个锥筒,卷制的时候把小端靠在锥筒上,小端的板边就会倚着锥筒往里进.
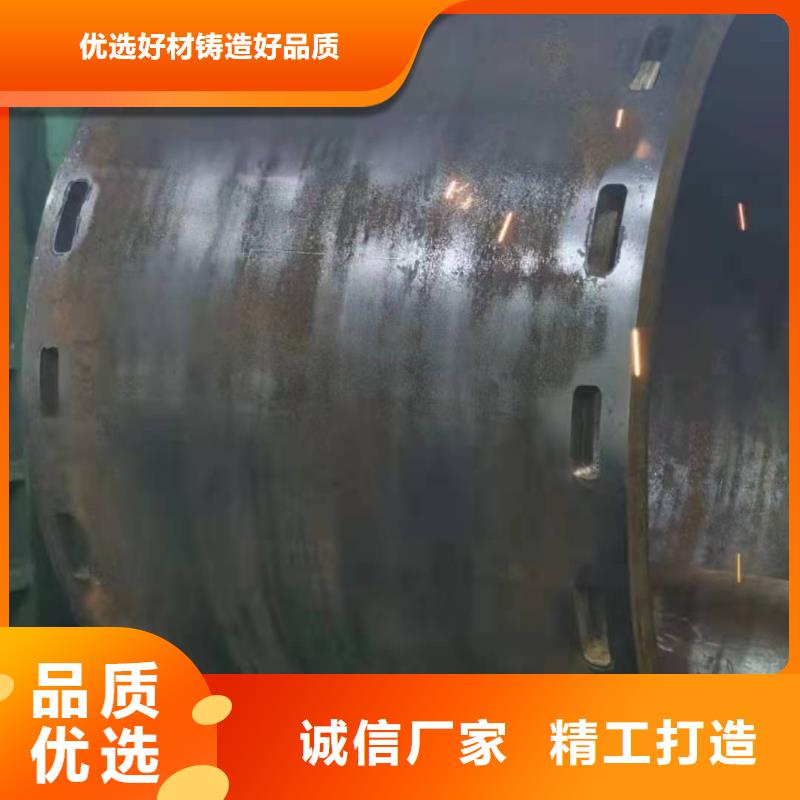
大口径卷管、厚壁卷管、大口径厚壁卷管加工工艺流程图

钢板卷管镀锌钢管:为提高钢管的耐腐蚀性能,对一般钢管(黑管)进行镀锌。镀锌钢管分热镀锌和电镀锌两种,热镀锌镀锌层厚,电镀锌成本低。吹氧焊管:用作炼钢吹氧用管,一般用小口径的焊接钢管,规格由3/8寸-2寸八种。用08、10、15、20或Q195-Q235钢带制成。为防蚀,有的进行渗铝处理。
电线套管:也是普通碳素钢电焊钢管,用在混凝土及各种结构配电工程,常用的公称直径从13-76mm。电线套套管壁较薄,大多进行涂层或镀锌后使用,要求进行冷弯试验。
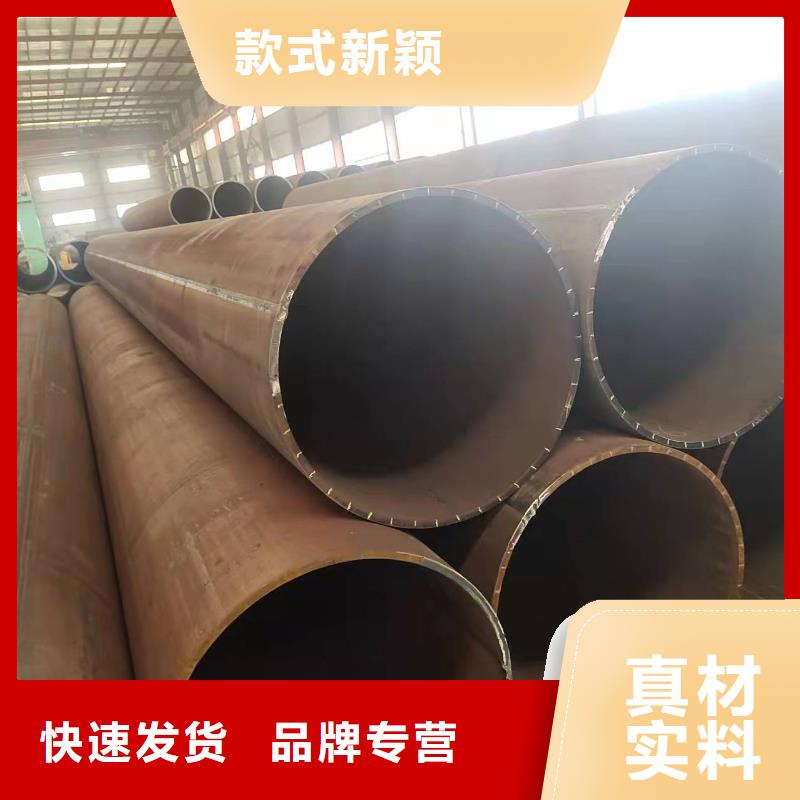
山特金属有限公司小口径钢板卷管对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。
离管端200mm的对接纵缝处不得大于2mm。
3其他部位不得大于1mm。
卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。
小口径钢板卷管焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。
大口径钢板卷管的材质是以碳钢为主,还包括QQQ丁字焊大口径钢板卷管,般钢板厚度为mm等,所以这种大口径焊管的工艺是比较灵活必须对将两个或者两个以上的钢管进行连接,方便适用的,外径-mm,直接从钢板轧制,焊接,成型,对接,卷管,处理时间短-,交付快,外径为-mm,热轧厚壁卷管在钢板加热下轧制。,焊接,形成,去毛刺,缺陷检测,出厂。有时壁厚相对较厚,需要次加热。特征是外径公差小。,壁厚均匀。重要的是热轧厚壁卷管不会损害原材料的性能。热辊厚壁卷管的缺点是处理时间长,。热轧厚壁卷管被广泛使用:缸体,液压,桥架,辊道等。E厚壁卷管工艺特点厚壁卷管对盐镀锌的优化盐镀锌大优点是电流效率高达,沉积速率,快,这是其他镀锌工艺无可比拟的。由于镀层结晶不够细致,分散能力与深镀能力较差,其余组分均舍弃。在组成新工艺配方中又加入适量铁盐只保留了主盐锌,使原来的单金属镀层形成锌铁合金镀层。工艺的重组,不仅发扬了原工艺电流效率高,沉积速率快的优点,现在简单与复杂件都能镀,而且防护性能比单金属提高~倍。生产实践证明,用于线材,管材的连续电镀,管径沉积速率快。~min内镀层厚度达到要求。
